直线插补G01
G01用于工件直线加工。由于机床不能进行斜线运动,只能进行步距很小的水平线或垂直线移动,其轨迹接近斜线,所以G01称为插补指令。
一、指令格式与参数定义
G01 X(u)Z(w)F
G01 X(u)Z(w)CF
G01 X(u)Z(w)RF
G01 X(u)Z(w)AF
注:广数980系统只识别第一种格式,法兰克和新代系统全部都识别。
X、Z 刀具所走轨迹终点的绝对坐标。
U、W 刀具所走轨迹终点的相对坐标。
F刀具加工时的走刀速度,单位分为mm/min和mm/r,由G98与G99指定。
C直线轨迹终点倒45倒角,C后面跟随倒角数值。
R直线轨迹终点倒圆角,R后面跟随倒圆半径。
A用于标注角度的直线加工,A后面跟随角度。
二、编程加工
1、 G01 X(u)Z(w)F格式应用
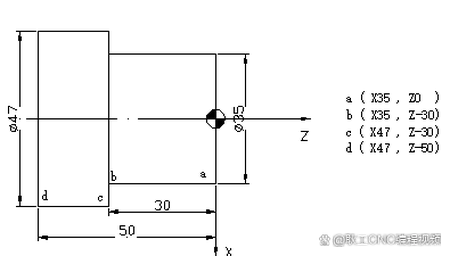
如下图所示,编写精加工轨迹,轨迹坐标终点为a、b、c、d四个点。前期编程防止书写错误可以把坐标点的X\Z坐标完整书写出来,熟练后可以简化书写。假设毛坯料直径50mm。
O0001建立程序名
M03 S800 T0101主轴正转、转速800、选择一号刀具
G00 X 51 Z 2快速定位到毛坯料外侧
G01 X 35 Z 0 F 100刀具移动到a点与工件接触,进给速度100mm/min
X 35 Z-30运动到第二点b
X 47 Z-30运动到第三点c
X 47 Z-50运动到第四点d
G00 X100 Z100加工完刀具远离工件
M05主轴停止
M30程序结束