1.4.5外圆、内圆切槽循环G75
1)走刀轨迹
根据下面程序指今,进行如所示的动作。相当于在G74是,把X和Z调换,在此循环中,可以进行端面的断屑处理,并且可以对外径进行沟槽加工和切断加
工。
1)指令格式:
G75 R
G75 XZPQRF
第一行R:每次沿Z方向切削i后的退刀量。
第二行X、Z---切削终点坐标的绝对值
U、W---切削终点坐标的相对值
P:X方向的每次循环移动量(无符号单位0.001)(直径)。
Q:Z方向的每次切削移动量(无符号)。
R:切削到终点时Z方向的退刀量,通常用不指定。
F:进给速度。
3)编程实例
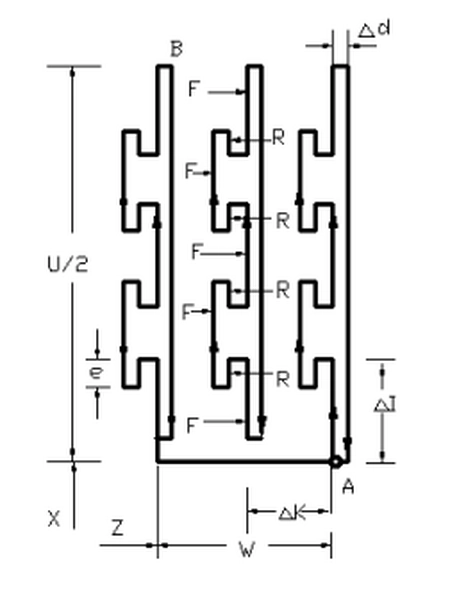
实例1:如图所示,使用G75指令进行多槽加工。

注:1、G75指令中的Q14000表示每次切完一条槽Z方向所移动的距离进行多槽切削。
2、G75指令中缺省R(d)是避免切削到X终点,Z方向的退刀量碰撞工件(Z方向没有足够的退刀量情况下)
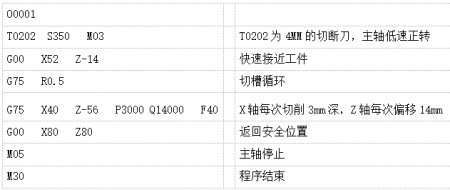
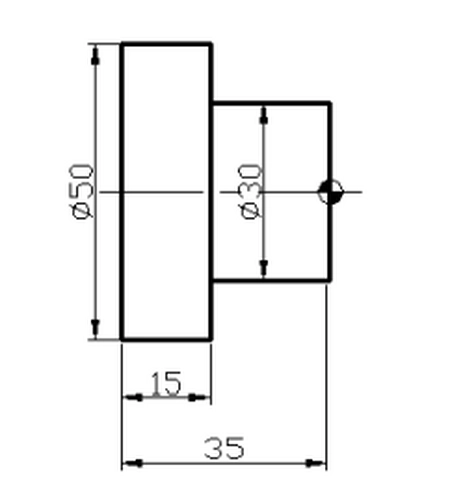
实例2:如图所示,用G75指令进行切槽加工。
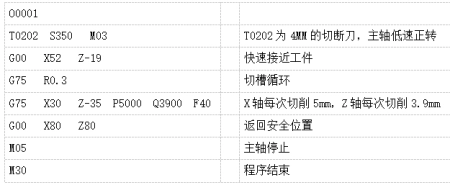
注:1)G75用于切槽就等于用数个G94指令组成循环加工, Q3900不能大于刀宽。如果Q值大于刀宽,则图形与实例一图形相似。
2)Z轴方向一般不需要退刀,所以第二行R值省略不写。
3)G75加工凹槽,凹槽底部容易出现接痕。所以G75用于凹槽粗加工,为了保证槽底表面粗糙度,我们需要留有0.2mm精加工余量进行光刀。
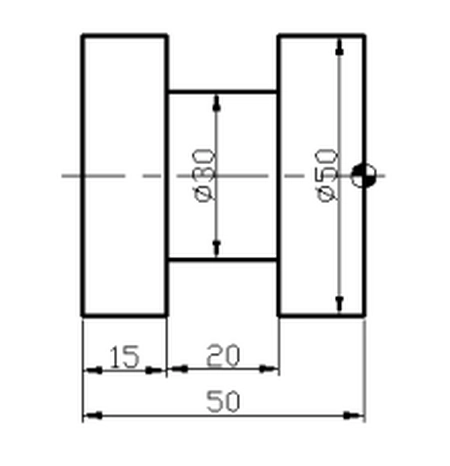
实例3:如图所示,使用G75指令对工件进行切断。
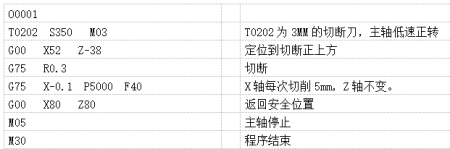
注:G75指令中缺省 Z、Q、R(d)为直接切槽(即Z方向不移动)。